

1 はじめに
1.1 概要
プリント板試作のために必要な工具の一つにMITSのFP7Aを持っている。
この器械は相当古く、関係するソフトの動作する OS は Windows98 です。
プリント板は両面基板の作成ができる。
注意:機能としては他もあるが、私が使用しているのはパターンおもて・うらおよび穴あけだけです。
プリント板の主な試作工程は次の様になっている。
(1)TraxMaker(Windoes95~XP)でプリントパターを作成 1.2で説明
↓
(2)FLASH for Windows(Windows98)でプリント板作成用のデータを作成する。 1.3で説明
↓
(3)FLASH for Windows(Windows98)でFP-7Aを制御してプリント板にパターン削り作成する。 1.4で説明
となる。
かつて電子基板の設計や製造、試作開発の現場(特に学校の実験室や研究開発部門など)で広く組み合わせて使われていた、プリント基板(PCB)製作に関連するソフトウェアおよびハードウェアです。
そうとう古いため、現在では中古でもあまり出てこないが相当安価になっている。
この器械は相当古く、関係するソフトの動作する OS は Windows98 です。
プリント板は両面基板の作成ができる。
注意:機能としては他もあるが、私が使用しているのはパターンおもて・うらおよび穴あけだけです。
プリント板の主な試作工程は次の様になっている。
(1)TraxMaker(Windoes95~XP)でプリントパターを作成 1.2で説明
↓
(2)FLASH for Windows(Windows98)でプリント板作成用のデータを作成する。 1.3で説明
↓
(3)FLASH for Windows(Windows98)でFP-7Aを制御してプリント板にパターン削り作成する。 1.4で説明
となる。
かつて電子基板の設計や製造、試作開発の現場(特に学校の実験室や研究開発部門など)で広く組み合わせて使われていた、プリント基板(PCB)製作に関連するソフトウェアおよびハードウェアです。
そうとう古いため、現在では中古でもあまり出てこないが相当安価になっている。
1.2 TraxMaker概要
TraxMaker(トラックスメーカー)プリント基板のレイアウト(配線パターン)を設計するためのCADソフトウェアです。
概要: 1990年代にProtel社(現Altium社)系の技術をベースに開発され、回路図入力・シミュレーションソフト「CircuitMaker 2000」の基板設計担当(後半パート)として広くセット運用されていました。
特徴: 比較的安価でありながら、自動配線(オートルーティング)機能や、最大6層までの多層基板設計、表面実装(SMD)対応など、当時のホビー層や教育機関・プロの簡易試作に十分な機能を備えていました。
設計データは主に独自形式(.pcb)や業界標準のガーバーデータとして出力します。
なお CircuitMakerは回路作成や回路シミュレータができるソフトですが、新しい部品が多く、現在では KiCAD や LTsice を使用している。
しかしプリント板加工機のFP-7Aを使用するために、中途半端だが今回説明しているソフトを使用している。
※以前 KiCad で描いたパターンを FLASH for Windows に渡すことができなかったが、最近 AI に問い合わせるとできそう(6.1参照)なので、サイド挑戦してみたい
概要: 1990年代にProtel社(現Altium社)系の技術をベースに開発され、回路図入力・シミュレーションソフト「CircuitMaker 2000」の基板設計担当(後半パート)として広くセット運用されていました。
特徴: 比較的安価でありながら、自動配線(オートルーティング)機能や、最大6層までの多層基板設計、表面実装(SMD)対応など、当時のホビー層や教育機関・プロの簡易試作に十分な機能を備えていました。
設計データは主に独自形式(.pcb)や業界標準のガーバーデータとして出力します。
なお CircuitMakerは回路作成や回路シミュレータができるソフトですが、新しい部品が多く、現在では KiCAD や LTsice を使用している。
しかしプリント板加工機のFP-7Aを使用するために、中途半端だが今回説明しているソフトを使用している。
※以前 KiCad で描いたパターンを FLASH for Windows に渡すことができなかったが、最近 AI に問い合わせるとできそう(6.1参照)なので、サイド挑戦してみたい
1.3 FLASH for Windows概要
ミッツ株式会社(MITS)などが提供していた、プリント基板加工機を制御・駆動するためのWindows用ソフトウェアです。
概要: 回路設計CAD(TraxMakerなど)から出力されたガーバーデータやDXFデータを読み込み、基板加工機が実際に削るためのツールパス(切削ルート)データへ変換・編集します。
特徴: 削る深さやパターンの絶縁幅、穴あけのピッチなどをWindows画面上で視覚的に設定し、接続された加工機へ直接命令を送信する役割を担っていました。
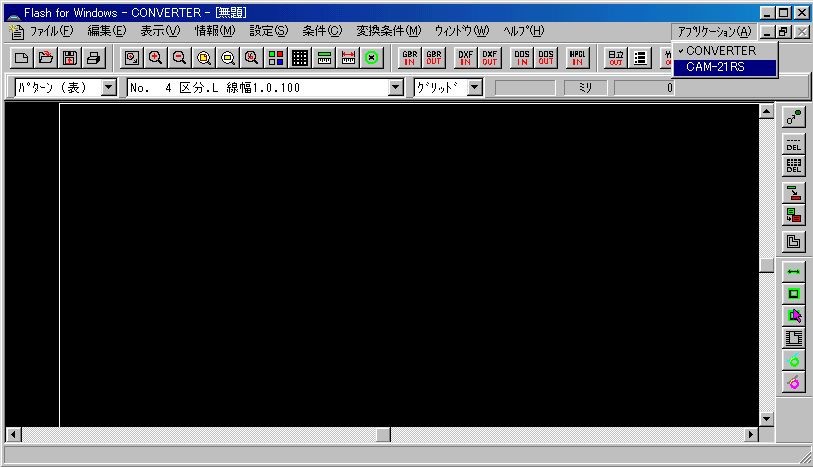
上記から、このソフトは『CONVERTER』と『CAM-21RS』のメニュー名で2つの機能に別けて操作できるようになっている。
概要: 回路設計CAD(TraxMakerなど)から出力されたガーバーデータやDXFデータを読み込み、基板加工機が実際に削るためのツールパス(切削ルート)データへ変換・編集します。
特徴: 削る深さやパターンの絶縁幅、穴あけのピッチなどをWindows画面上で視覚的に設定し、接続された加工機へ直接命令を送信する役割を担っていました。
上記から、このソフトは『CONVERTER』と『CAM-21RS』のメニュー名で2つの機能に別けて操作できるようになっている。
1.4 FP-7A概要
ミッツ株式会社(MITS)が製造・販売していた、卓上型のプリント基板加工機(切削プロッター)の型番です。
概要: 薬品を使うエッチング処理をせずに、銅箔が貼られた基板を物理的にミリング(切削)して回路パターンを作り出す、試作開発用のハードウェアです。
特徴: 独自の加工ヘッドを搭載し、パソコンから送られたデータ(「FLASH for Windows」などの制御ソフト経由)を元に、微細なカッターで基板表面を削り、ドリルで部品の穴あけを行います。
薬品廃棄の手間や危険性がないため、大学の研究室や企業の試作室に多く導入されました。
概要: 薬品を使うエッチング処理をせずに、銅箔が貼られた基板を物理的にミリング(切削)して回路パターンを作り出す、試作開発用のハードウェアです。
特徴: 独自の加工ヘッドを搭載し、パソコンから送られたデータ(「FLASH for Windows」などの制御ソフト経由)を元に、微細なカッターで基板表面を削り、ドリルで部品の穴あけを行います。
薬品廃棄の手間や危険性がないため、大学の研究室や企業の試作室に多く導入されました。
2 TraxMaker
2.1 パーツの登録
例として形状SSOPの24PinICのパターンが無いのでそれを描いて登録する。
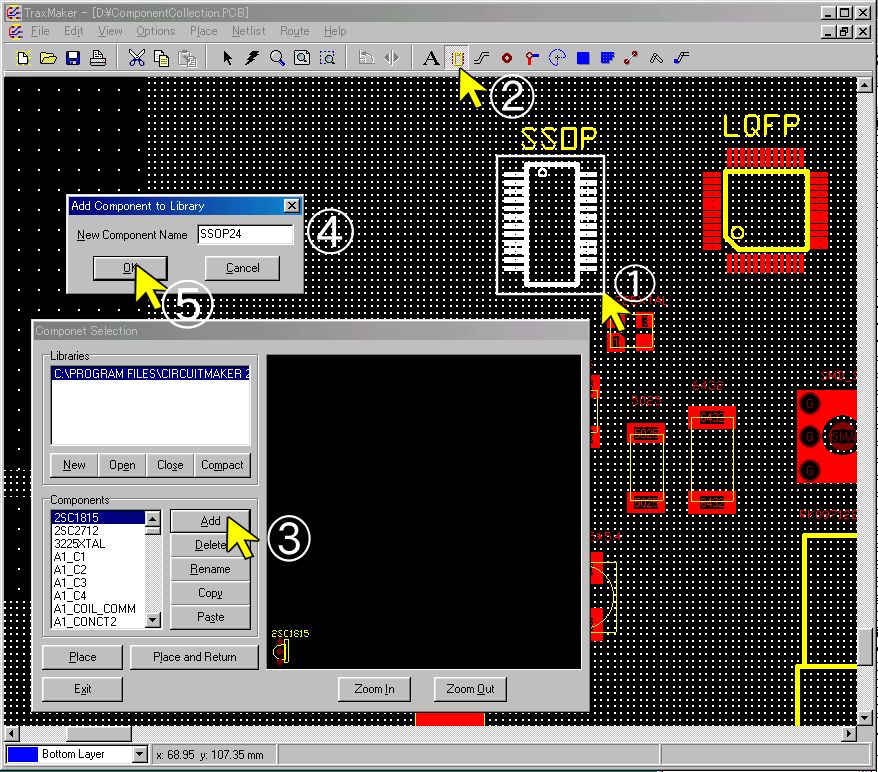 ①登録するパターンを作成し、領域を選択します
①登録するパターンを作成し、領域を選択します
②コンポーネント選択画面を表示させる
③コンポーネントを追加するため『Add』をクリック
④部品名を入力する。今回は『SSOP24』
⑤良ければ『OK』をクリックする
これで登録完了です。
①登録するパターンを作成し、領域を選択します②コンポーネント選択画面を表示させる
③コンポーネントを追加するため『Add』をクリック
④部品名を入力する。今回は『SSOP24』
⑤良ければ『OK』をクリックする
これで登録完了です。
2.2 CADデータ登録
・TraxMakerで作成したパターンを記録する
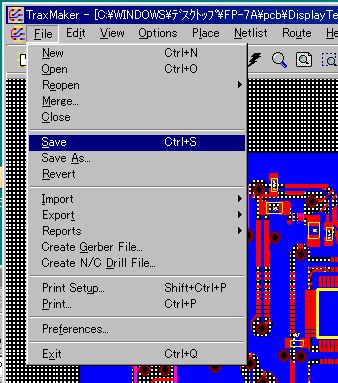
重要:ファイル属性が***.PCBとなるが、次に使用するCAMプログラム Flash for Windows で作成するFP-7A制御用ファイルの属性も同じ***.PCBなので注意して保管すること。
2.3 Create Gerber File..
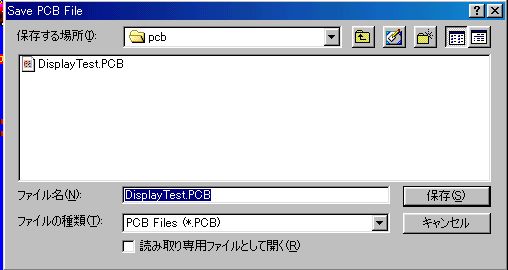
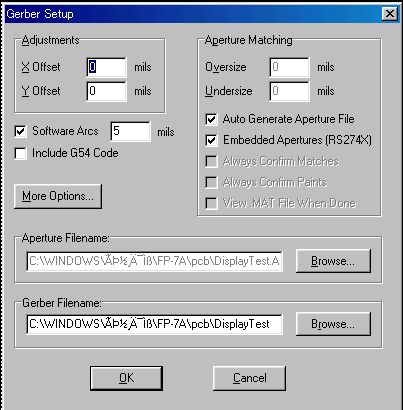 ・『Gerber Setup』のダイヤログボックス(以下ボックスという)が表示されるので、よければ『OK』をクリック
・『Gerber Setup』のダイヤログボックス(以下ボックスという)が表示されるので、よければ『OK』をクリック・『Gerber file generation finished』ボックスが表示されるので『OK』をクリック
・作成されるファイルは(4)を参照
重要:作成された***.TXTは編集が必要
T01
X05796Y04255
X0642Y04955
Y0536
の場合は
XYの値を5桁にする。最終0を追加
X又はYのデータがない場合は、先のX又はYデータをコピー
 下記の様に編集する
下記の様に編集する
T01
X05796Y04255
X06420Y04955
X06420Y05360
2.4 Create N/C Drill File..
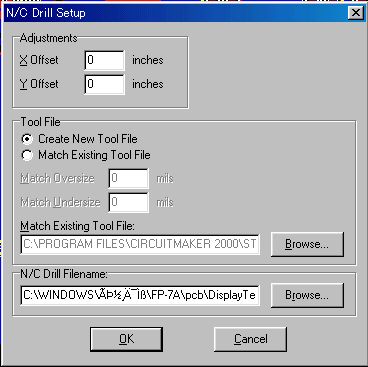
・『N/C Drill Setup』ボックス(以下ボックスという)が表示されるので、よければ『OK』をクリック
・『N/C Drill Fil generation finished』ボックスが表示されるので『OK』をクリック
・作成されるファイルは(4)を参照
・『N/C Drill Fil generation finished』ボックスが表示されるので『OK』をクリック
・作成されるファイルは(4)を参照
2.5 Gerber N/C Drill Fileリスト
生成はTraxMaker、指定使用場所のプログラムはFlash for Windowsです
| 属性名 | 生成 | 指定使用場所 | 概要 |
|---|---|---|---|
| ***.PCB | Save | TraxMaker | パターン データ |
| ***.Apt | Gerber | 条件:他CADリスト:アパチャー | Aperture File:アパーチャ(線幅・形状)リストファイルです。各Dコード(D10, D11など)が「何ミリの丸型」や「何ミリの四角型」を意味するのかを定義しています。 |
| ***.TOL | N/C Drill | 条件:他CADリスト:ドリル | Tool List:使用するドリルの刃(工具)のリストデータです。ドリル番号(T01, T02など)に対して、それぞれ何ミリ(または何インチ)の直径の穴をあけるかのサイズ情報が記録されています。 |
| ***.GTL | Gerber | GBR IN:フォトおもて | Gerber Top Layer:表面(部品面)の銅箔パターンデータです。配線パターンやパッドの形状が記録されています。 |
| ***.TXT | N/C Drill | GBR IN:穴 | Drill Text:ドリル穴あけ用のテキストコマンドデータです。一般的に上記 .DRL と同様にExcellon形式のNCデータとして出力され、製造時に使用されます。 |
| ***.GBL | Gerber | GBR IN:フォトうら | Gerber Bottom Layer:裏面(ハンダ面)の銅箔パターンデータです。表面同様、裏面の配線やパッドが記録されています。 |
| ***.GKO | Gerber | Gerber Keep Out Layer:基板の外形線(キープアウト線)データです。基板のサイズやカットする境界線を製造業者に伝えます。 | |
| ***.MAT | Gerber | Master Aperture / Match File:マスターアパーチャファイルです。.Apt と同様、またはそれを仲介・補完するアパーチャの定義情報やマッチング用のデータです。 | |
| ***.DRL | N/C Drill | Drill Data:穴あけの座標データです。基板上のどこに穴(スルーホールやビア)をあけるかの位置情報が含まれています。 |
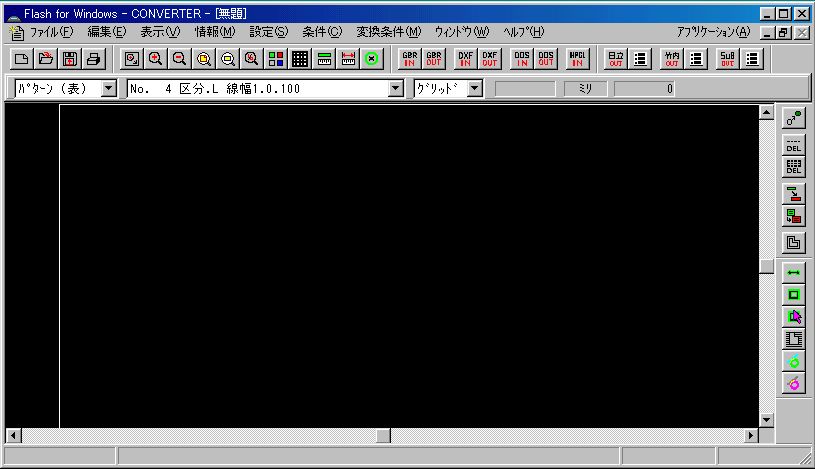
3 FLASH for Windows:CONVERTER
3.1 CONVERTERに切替
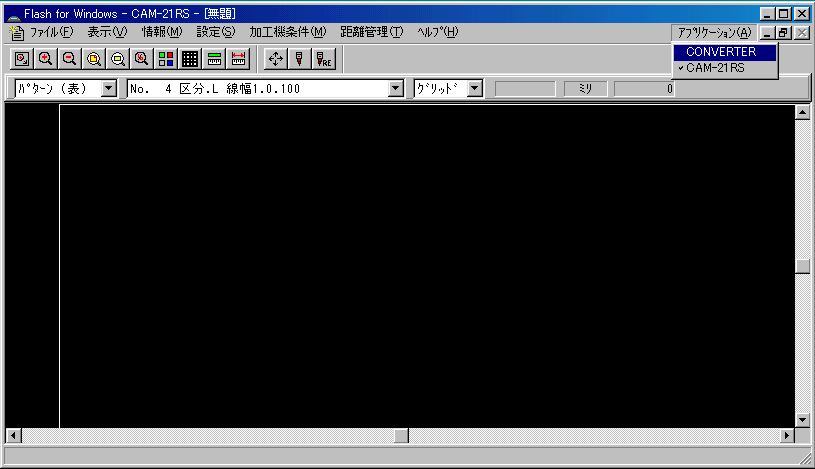 FLASH for Windowsを起動したあと、マウスで右上の『アプリケーション』からCONVERTERを選択
FLASH for Windowsを起動したあと、マウスで右上の『アプリケーション』からCONVERTERを選択画面メニューが CONVERTER 用に切り替わる
3.2 データ読み込み概要
読み込む項目は2種類
・条件:他CADリスト
・GBR IN
参照:読むこむファイルは、1.2(4)の表で説明した指定使用場所
・条件:他CADリスト
・GBR IN
参照:読むこむファイルは、1.2(4)の表で説明した指定使用場所
3.3 データ設定
FLASH for Windowsの右側メニュー
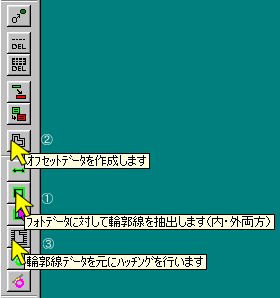
データ設定は3つ
輪郭の抽出、外形線の抽出、ハッチング
輪郭の抽出、外形線の抽出、ハッチング
3.3.1 輪郭の抽出
輪郭の抽出は おもて と うら を設定する 下記例は おもて

削る幅は 0.15mm を選択する。
削る幅は 0.15mm を選択する。
3.3.2 外形線の抽出
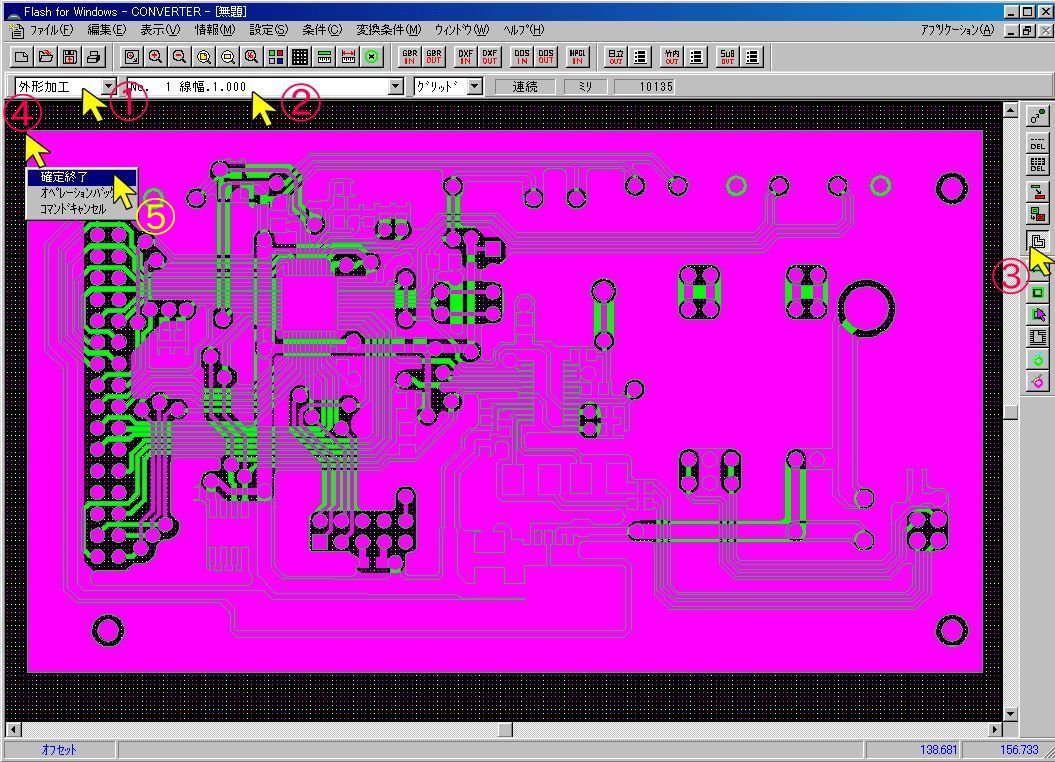 ①上部右の先頭レイヤを『外形加工』へ変更
①上部右の先頭レイヤを『外形加工』へ変更②外形加工のフォーミング径を1mmに設定
③右側のメニューで外形加工を選択
④プリント板の外側にマウスを移動して全周を示す枠が見えたら左クリック『確定終了』のメッセージが表示
⑤『確定終了』右クリック
下記設定画面が表示される
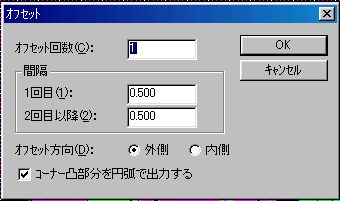
フォーミング径が1mmのため、プリント板の外周線を中心線として切削するとすれば、『間隔』(オフセット)を0.5mmで設定する
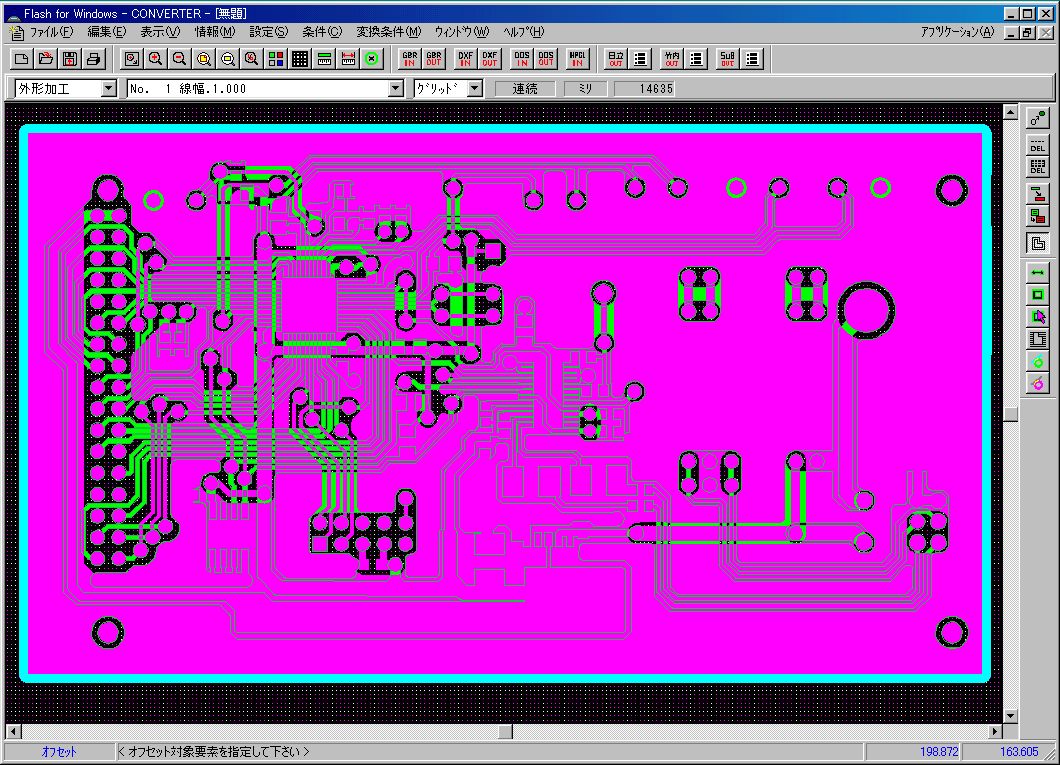
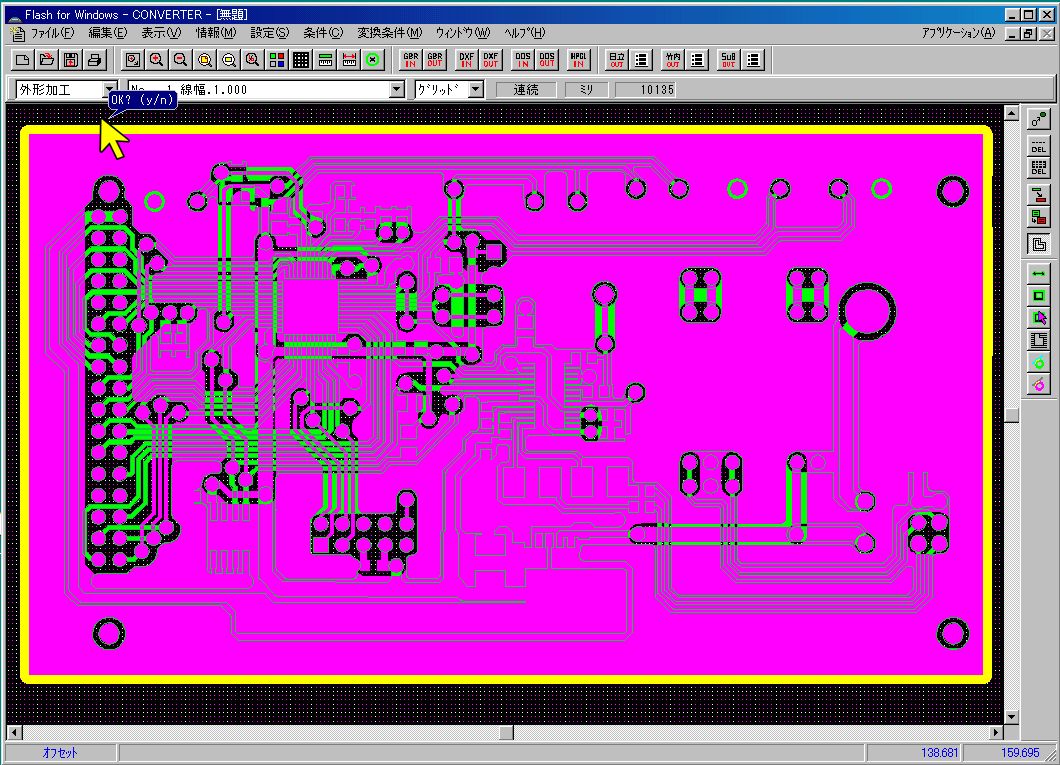 が表示されるので、よければ『y』を入力
が表示されるので、よければ『y』を入力入力が終われば、外周の色が変化する。
3.3.3 ハッチング
ハッチングは おもて と うら を設定する 下記例は おもて
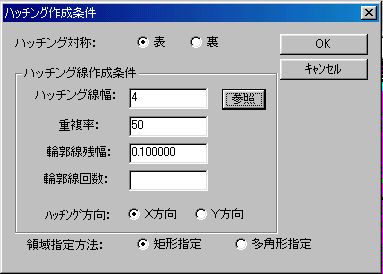
削る幅は 0.2mm を選択する。
重複率は20%だったが、30%でも削り残しがあったので、50%としてみる。
重複率を多くすると工作時間が遅くなると思うが
次にハッチングの範囲を指定する画面が表示される
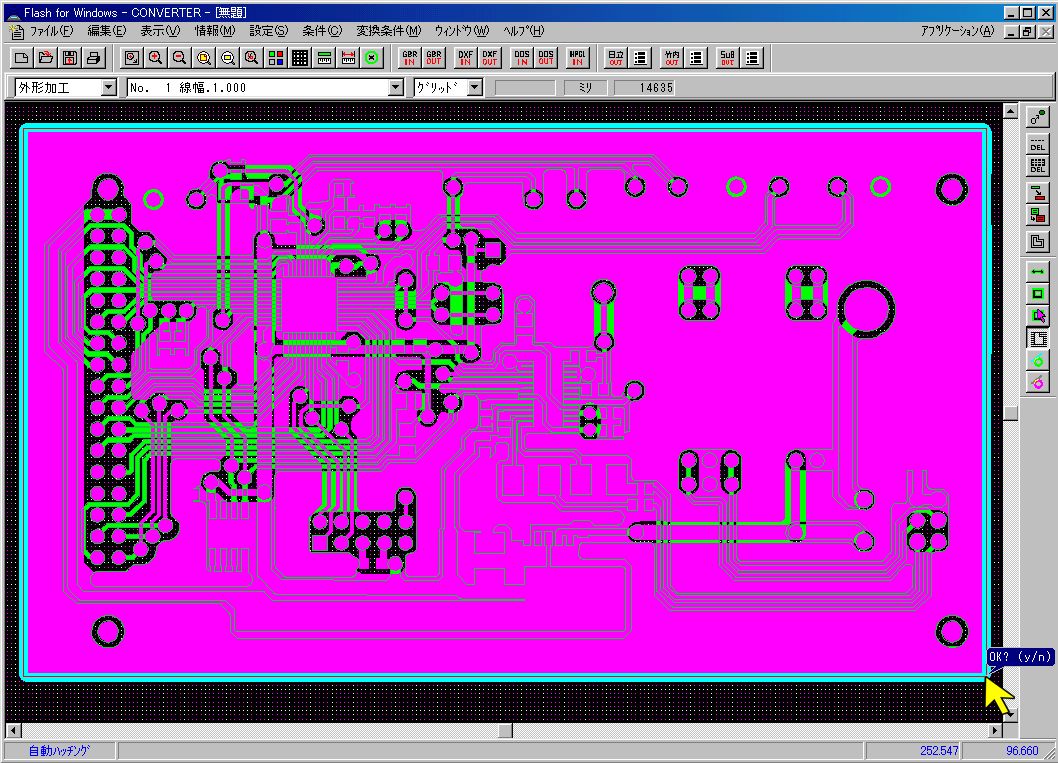
範囲を選択して、よければ『y』を入力すると、自動的にハッチング範囲を塗り潰して行く
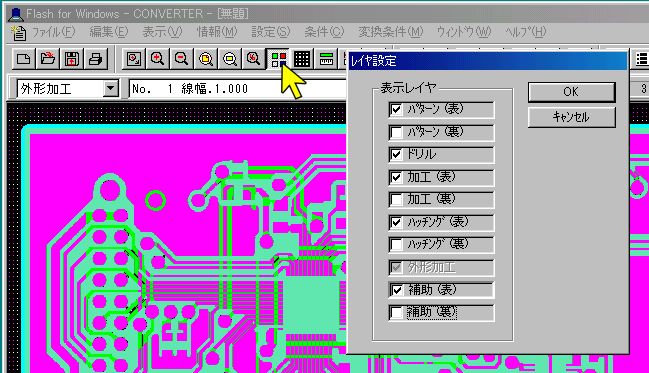
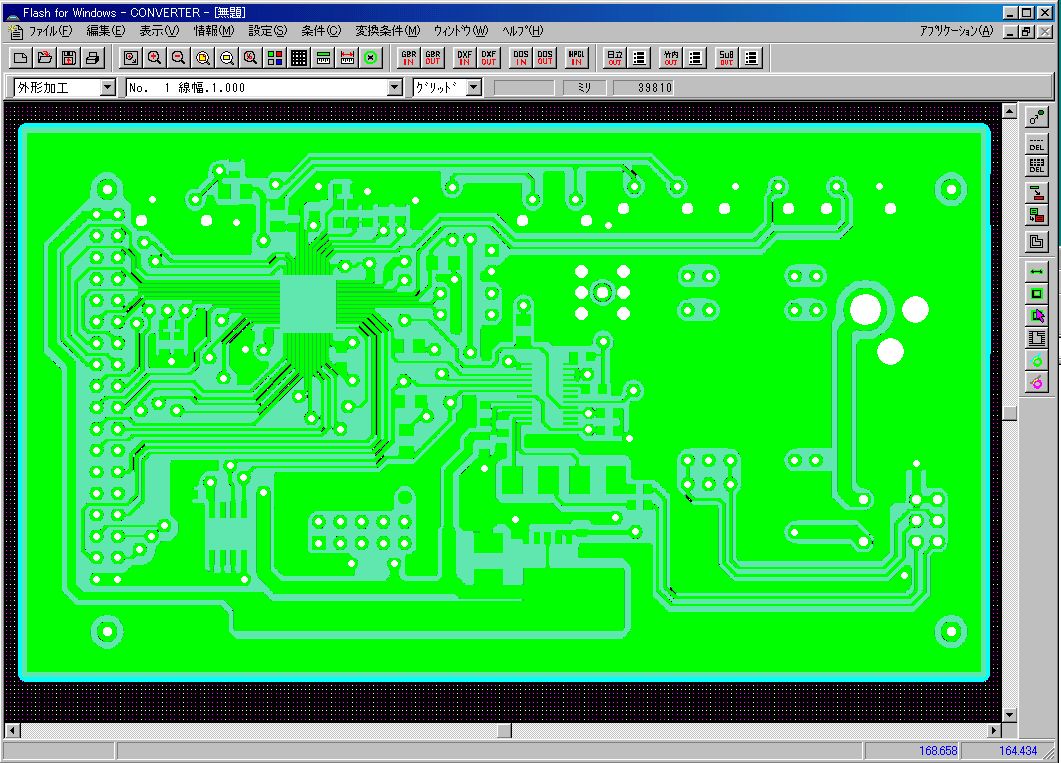
ハッチングされたか確認する場合、おもて うら が重複しているので見にくい
このときは、レイヤを選択して確認する方法がある。
削る幅は 0.2mm を選択する。
重複率は20%だったが、30%でも削り残しがあったので、50%としてみる。
重複率を多くすると工作時間が遅くなると思うが
次にハッチングの範囲を指定する画面が表示される
範囲を選択して、よければ『y』を入力すると、自動的にハッチング範囲を塗り潰して行く
ハッチングされたか確認する場合、おもて うら が重複しているので見にくい
このときは、レイヤを選択して確認する方法がある。
3.4 CONVERTER出力
左上部の『ファイル』メニューのsaveで今までの設定を含んだ FP-7A のパターン、穴作成のデータを記録できる。
重要:ファイル属性が***.PCBとなるが、プログラム TraxMaker で作成した 基板CADデータファイルの属性も同じ***.PCBなので注意して保管すること。
重要:ファイル属性が***.PCBとなるが、プログラム TraxMaker で作成した 基板CADデータファイルの属性も同じ***.PCBなので注意して保管すること。
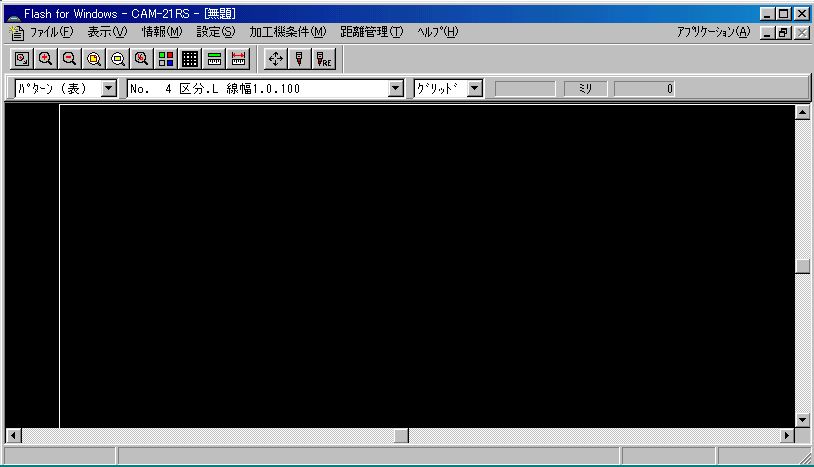
4 FLASH for Windows:CAM-21RS
注意事項: 4.4〜4.8で表示される代表的なダイヤログボックスについて
ボックス①:基板のおもて/うら 変更メッセージ
ボックス②:マニュアル運転
ボックス③:工具交換メッセージ
以下説明では、ボックス①、ボックス②、ボックス③と表示して説明します。
ボックス①:基板のおもて/うら 変更メッセージ
ボックス②:マニュアル運転
ボックス③:工具交換メッセージ
以下説明では、ボックス①、ボックス②、ボックス③と表示して説明します。
4.1 CAM-21RSに切替
 FLASH for Windowsを起動したあと、マウスで右上の『アプリケーション』からCONVERTERを選択
FLASH for Windowsを起動したあと、マウスで右上の『アプリケーション』からCONVERTERを選択画面メニューが CAM-21RS 用に切り替わる
両面のプリントパターンを作成する流れを記載する。
4.2 加工順位の設定
(1)加工順序
(2)加工枚数
加工順序は下記の順番で行う
①ドリル加工(おもて)
②輪郭加工(おもて)
2回設定できればしておき、仕上がりが良ければパス ③ハッチング加工(おもて)
2回設定できればしておき、仕上がりが良ければパス ④輪郭加工(うら)
2回設定できればしておき、仕上がりが良ければパス ⑤ハッチング加工(うら)
2回設定できればしておき、仕上がりが良ければパス ⑥外形加工(うら)
②輪郭加工(おもて)
2回設定できればしておき、仕上がりが良ければパス ③ハッチング加工(おもて)
2回設定できればしておき、仕上がりが良ければパス ④輪郭加工(うら)
2回設定できればしておき、仕上がりが良ければパス ⑤ハッチング加工(うら)
2回設定できればしておき、仕上がりが良ければパス ⑥外形加工(うら)
(2)加工枚数
加工枚数はX,Y方向にそれぞれ設定します
4.3 ドリル加工(おもて)
4.3.1 ボックス①
(1)『位置合せ』をクリックして、FP-7Aの マニュアル運転 ができるダイアログが表示されます。
4.3.2 ボックス②
(1)ミリングカッタをセットする。
(2)ミリングカッタで幅0.15mm程度に調整(この時切削した銅箔がきれいになっていることを確認)
(3)0.8mmドリルに交換しプリント板のどこの位置を左上(P1点)にするかドリル刃を移動させ『HOME』ボタンをクリック
(4)『P2点の位置調整を行いますか?』とメッセージがあるので『いいえ』をクリック
(5)『P2』をクリックしてP2の場所を確認
(6)『基準穴作成』をクリックする。
(2)ミリングカッタで幅0.15mm程度に調整(この時切削した銅箔がきれいになっていることを確認)
注意:きれいになっていない場合は刃の交換や輪郭加工を確認して酷い場合は外形加工せず最初からやり直す方が良いと思われる。
(3)0.8mmドリルに交換しプリント板のどこの位置を左上(P1点)にするかドリル刃を移動させ『HOME』ボタンをクリック
注意:プリント基板をテープで固定していると思うが、P1については左側のテープが無いスペースから2cm右側に移動した場所をP1に設定すること。
理由:高さ調整のピポットが うら 加工の時にテープ又は基板から外れて刃高さが変化することによりプリント板他を破損させる可能性がある。
理由:高さ調整のピポットが うら 加工の時にテープ又は基板から外れて刃高さが変化することによりプリント板他を破損させる可能性がある。
(4)『P2点の位置調整を行いますか?』とメッセージがあるので『いいえ』をクリック
(5)『P2』をクリックしてP2の場所を確認
(6)『基準穴作成』をクリックする。
メッセージが表されるので 0.8mmドリルがセットされていれば『はい』をクリックすると、FP-7Aが自動的にP1,P2点に穴を開ける
(7)『OK』をクリック
4.3.3 ボックス①
(1)『続行』をクリックすると穴作成に入る。以降メッセージに従って指定のドリルをセットしていく。
4.3.4 ボックス③
(1)加工種別が『ドリル加工(表)』を確認する
(2)記載の工具径に合ったドリルをセット
(3)良ければ『続行』をクリックすると穴作成に入る。 (4)指定の径の穴が終了し次があれば、違った穴径のメッセージが表示されるので(1)から実施する
(2)記載の工具径に合ったドリルをセット
(3)良ければ『続行』をクリックすると穴作成に入る。 (4)指定の径の穴が終了し次があれば、違った穴径のメッセージが表示されるので(1)から実施する
4.4 輪郭加工(おもて)
4.4.1 ボックス③
(1)加工種別が『輪郭加工(表)』を確認する
(2)刃をミリングカッタに取り替え
(3)『手操作』をクリックして、削り幅の確認
(2)刃をミリングカッタに取り替え
(3)『手操作』をクリックして、削り幅の確認
4.4.2 ボックス②
(1)幅0.15mm程度に調整(この時切削した銅箔がきれいになっていることを確認)
(2)良ければ『OK』をクリック
(2)良ければ『OK』をクリック
4.4.3 ボックス③
(1)『続行』をクリックすると輪郭加工に入る。
4.5 ハッチング加工(おもて)
4.5.1 ボックス③
(1)加工種別が『ハッチング加工(表)』を確認する
(2)『手操作』をクリックして、削り幅の確認
(2)『手操作』をクリックして、削り幅の確認
4.5.2 ボックス②
(1)幅0.2mm〜0.25mm程度に調整(この時切削した銅箔がきれいになっていることを確認)
(2)良ければ『OK』をクリック
(2)良ければ『OK』をクリック
4.5.3 ボックス③
(1)『続行』をクリックするとハッチング加工に入る。
4.6 輪郭加工(うら)
4.6.1 ボックス①
(1)『位置合せ』をクリックして、FP-7Aの マニュアル運転 ができるダイアログが表示されます。
4.6.2 ボックス②
(1)0.8mmドリル刃に取り替え
(2) P1 の位置へ移動し0.8mmドリルの刃が穴に入ることを確認し『HOME』をクリック (3)『P2点の位置調整を行いますか?』とメッセージがあるので『いいえ』をクリック
(4) P2 の位置へ移動し0.8mmドリルの刃が穴に入ることを確認し『HOME』をクリック (5) 『P1』『P2』をクリックしてP1、P2点へきちんと移動することを確認
■■ 後でも良いが忘れ防止でミリングカッタの調整を行う ■■ (1)刃をミリングカッタに取り替え
(2)幅0.15mm程度に調整(この時切削した銅箔がきれいになっていることを確認)
(2)良ければ『OK』をクリック
(2) P1 の位置へ移動し0.8mmドリルの刃が穴に入ることを確認し『HOME』をクリック (3)『P2点の位置調整を行いますか?』とメッセージがあるので『いいえ』をクリック
(4) P2 の位置へ移動し0.8mmドリルの刃が穴に入ることを確認し『HOME』をクリック (5) 『P1』『P2』をクリックしてP1、P2点へきちんと移動することを確認
■■ 後でも良いが忘れ防止でミリングカッタの調整を行う ■■ (1)刃をミリングカッタに取り替え
(2)幅0.15mm程度に調整(この時切削した銅箔がきれいになっていることを確認)
(2)良ければ『OK』をクリック
4.6.3 ボックス①
(1)『続行』をクリック
4.6.4 ボックス③
(1)加工種別が『輪郭加工(裏)』を確認する
(2)ミリングカッタの調整が終わっていれば『続行』をクリック
■■調整がまだなら、『手操作』で調整をすること。
(2)ミリングカッタの調整が終わっていれば『続行』をクリック
■■調整がまだなら、『手操作』で調整をすること。
4.7 ハッチング加工(うら)
4.7.1 ボックス③
(1)加工種別が『ハッチング加工(裏)』を確認する
(2)『手操作』をクリックして、削り幅の確認
(2)『手操作』をクリックして、削り幅の確認
4.7.2 ボックス②
(1)幅0.2mm〜0.25mm程度に調整(この時切削した銅箔がきれいになっていることを確認)
(2)良ければ『OK』をクリック
(2)良ければ『OK』をクリック
4.7.3 ボックス③
(1)『続行』をクリックするとハッチング加工に入る。
4.8 外形加工(うら)
4.8.1 ボックス③
(1)加工種別が『外形加工(裏)』を確認する
(2)『手操作』をクリックして、深さの確認
(2)『手操作』をクリックして、深さの確認
4.7.2 ボックス②
(1)径1mmのフォーミング刃に取り替える
(1)深さをプリント板の厚さに調整したあとフォーミング高さ調整ダイヤルを10ノッチほど高く回す。
FP-7A付属のベーク板にフォーミングの刃で外周を掘削させないようにするため
(2)良ければ『OK』をクリック
(1)深さをプリント板の厚さに調整したあとフォーミング高さ調整ダイヤルを10ノッチほど高く回す。
FP-7A付属のベーク板にフォーミングの刃で外周を掘削させないようにするため
(2)良ければ『OK』をクリック
4.7.3 ボックス③
(1)『続行』をクリックすると外形加工に入る。
5 FP-7A
5.1 刃物
FP-7A 部品
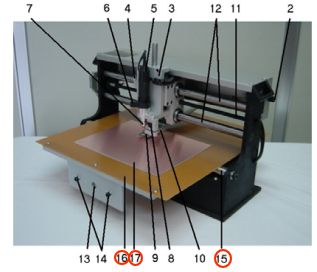
使用する刃物は『ミリングカッタ』、『ドリル』、『フォーミングカッタ』の3種類があります
ドリルやフォーミングカッタが2mm程度長い理由
ミリングカッタの高さ調整をすれば、ドリルの高さ調整をしなくても良いようにしているため。
切削時の部品と寸法関係説明(上から)
1 『ミリングカッタ』、『ドリル』、『フォーミングカッタ』
2 ⑰ 加工用プリント板(1.6mm)
3 ⑯ ベーク下敷き(厚み1.6mm)
4 ⑮ ステイロッド
重要なのはステイロッドにドリルが当たらないようにする必要があります。
⑰,⑯の寸法から、刃先が3.2mm以上入ると⑮のステーロッドが損傷する。
りミリングカッタ(カッター90°刃先幅0として)で掘削幅 0.1 〜 0.3 mmで調整すると深さは同じく 0.1 〜 0.3 mmになる。
最大幅0.3mmとすると、ドリルの最大長さ差 2.4mm + 0.3mm = 2.7mmから ステーロッドまでは 3.2mm ー 2.7mm = 0.5mm あるのでステーロッドは損傷しない事になります。
注意:フォーミングカッターの刃先最大径が0.87mm程度あるため最大径に近い0.8mmを超える幅にした場合 ドリル刃先の深さが3.2mmを超えるるためステーロッドに支障が出てることになる。
| 刃物名 | 全長(mm) | 備考 |
|---|---|---|
| ミリングカッタ | 30 | 90°, 120°のものを持っているが通常は90°を使用 |
| ドリル | 32.12~32.4 | 0.6, 0.8, 1.0, 1.2, 3.0を持っている |
| フォーミングカッタ | 32.15 | 1.0, 2.0を持っているが通常は1.0を使用 |
ミリングカッタの高さ調整をすれば、ドリルの高さ調整をしなくても良いようにしているため。
切削時の部品と寸法関係説明(上から)
1 『ミリングカッタ』、『ドリル』、『フォーミングカッタ』
2 ⑰ 加工用プリント板(1.6mm)
3 ⑯ ベーク下敷き(厚み1.6mm)
4 ⑮ ステイロッド
重要なのはステイロッドにドリルが当たらないようにする必要があります。
⑰,⑯の寸法から、刃先が3.2mm以上入ると⑮のステーロッドが損傷する。
りミリングカッタ(カッター90°刃先幅0として)で掘削幅 0.1 〜 0.3 mmで調整すると深さは同じく 0.1 〜 0.3 mmになる。
最大幅0.3mmとすると、ドリルの最大長さ差 2.4mm + 0.3mm = 2.7mmから ステーロッドまでは 3.2mm ー 2.7mm = 0.5mm あるのでステーロッドは損傷しない事になります。
注意:フォーミングカッターの刃先最大径が0.87mm程度あるため最大径に近い0.8mmを超える幅にした場合 ドリル刃先の深さが3.2mmを超えるるためステーロッドに支障が出てることになる。
6 その他
6.1 KiCadからFLASH for Windows
AIに問い合わせたところ、KiCadからFLASH for Windowsにデータを渡せそうなのでトライしたい。
AIに問い合わせた結果 2016/05/19 8:00ごろ
FLASH for Windowsは業界標準のガーバーデータ(Gerber)を読み込むことができるため、KiCadから適切な設定で出力すれば問題なく連携できます。
加工ミスを防ぐための具体的な手順と、出力時の重要ポイントは以下の通りです。
AIに問い合わせた結果 2016/05/19 8:00ごろ
FLASH for Windowsは業界標準のガーバーデータ(Gerber)を読み込むことができるため、KiCadから適切な設定で出力すれば問題なく連携できます。
加工ミスを防ぐための具体的な手順と、出力時の重要ポイントは以下の通りです。
6.1.1 KiCadからの出力手順
(1)「製造用出力」を開く
KiCadの基板エディター(PCB editor)を開き、メニューの 「ファイル」 > 「製造用出力」 > 「ゲバ(ガーバー)...」 を選択します。
(2)出力するレイヤーの選択
加工に必要なレイヤー(通常は F.Cu(表面銅箔)、B.Cu(裏面銅箔)、Edge.Cuts(外形線))のみにチェックを入れます。
(3)ガーバーフォーマットの設定(重要)
座標形式は 「X2」フォーマットのチェックを外す、または「RS-274X(標準ガーバー)」形式で出力してください(FLASH for Windowsのバージョンが古い場合、新しいX2拡張属性をうまく読み込めないことがあるためです)。
単位は ミリメートル(mm) を推奨します。
(4)ドリルファイルの出力(穴あけ用)
単位は ミリメートル(mm) を推奨します。
同じ画面にある「ドリル ファイルの生成...」をクリックします。
フォーマットは 「Excellon(エクセロン)」 を選択し、単位は「ミリメートル」、穴の座標はガーバーと同じ設定(絶対座標など)に統一して出力します。
フォーマットは 「Excellon(エクセロン)」 を選択し、単位は「ミリメートル」、穴の座標はガーバーと同じ設定(絶対座標など)に統一して出力します。
6.1.2 FLASH for Windowsに渡す際の注意点
(1)原点の位置を統一する
KiCad側で設定した「補助原点(ドリル/製造用原点)」を基準に出力し、ガーバーとドリルファイルの原点がズレないようにしてください。ズレると、回路パターンと穴の位置が合わなくなります。
(2)外形線の認識
FLASH for Windowsで基板の「外形切り出し」を行う場合、Edge.Cuts(外形線)のデータが正しく「閉じた線(クローズドループ)」として認識されているか確認してください。
(3)線幅やクリアランスの確保
FP-7Aのような物理的な切削加工機は、カッター(切削刃)の太さ(例: 0.2mm〜0.5mm)未満の細かい隙間を削ることができません。
KiCadの設計ルール(DRC)で、配線間隔(クリアランス)を切削刃の太さ以上に広く設定しておく必要があります。
KiCadの設計ルール(DRC)で、配線間隔(クリアランス)を切削刃の太さ以上に広く設定しておく必要があります。